

我们提供整机光机销售,型号有:DK-320T、DK-400T、DK-500T、DK-630T,欢迎广大客户来电咨询。
细节描述
| 1、 | 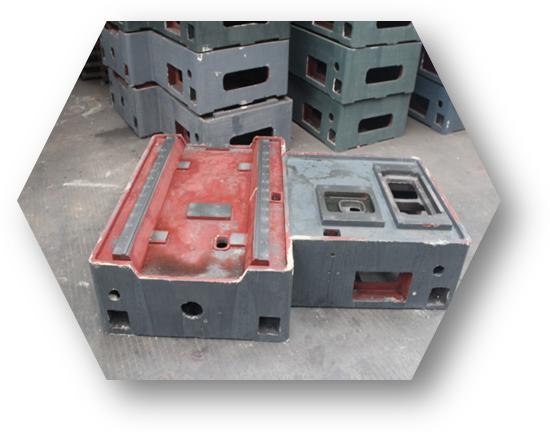 | DK-T系列中走丝颠覆传统观念,借鉴慢走丝的设计理念,将机身结构重新设计:由传统的“条”字型改为“品”字型,使相对长的一根轴完全贴附在机床床身上,解决了传统机型重心不稳,定位精度差,尤其是极限加工处一致性很难把握等问题!DK-T系列中走丝不仅是设计理念的提升,而且使用的材料也都是精挑细选的:床身材质为灰口铸铁HT250,两次回火!
|
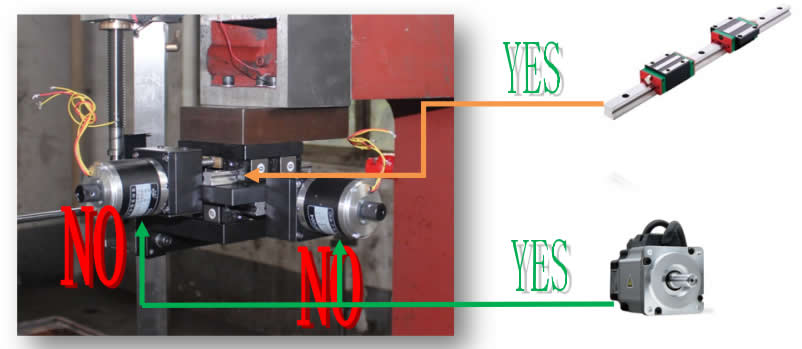
| 2、 |  | 成套的进口型台湾上银(HIWIN)滚珠丝杆及台湾上银直线导轨! |
| 3、 |  | X/Y轴采用日本松下交流伺服电机与丝杆通过专用联轴器直接连接,无传 动间隙,满足高精度加工的需求 |
| 4、 |
| |
| ||
| 5、 | 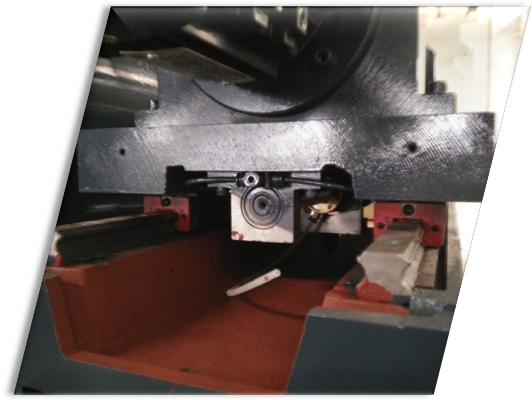 | 市场上常用的运丝丝杆固定方式为一点固定,一点滑动式!这种固定方式长时间运转后会产生丝杠摆动、磨损快、丝筒运行不稳定等情况!我司采用两点固定,一点滑动式安装,虽然增加了安装难度,但保证了丝杆和丝桶长时间运行的稳定性。 |
| 6、 |  | DK-T系列中走丝机头一键式自动上升下降,让师傅不会再为更换不同厚度材料而大伤脑筋(普通线切割机头升降,一般需要使用扳手手 |
| 7、 |  | 普通线切割机床,师傅为了保证切割效果,不得不频繁手动紧丝!如果师傅的操机经验不足,频繁紧丝会造成电极丝一边紧一边松的现象(单边松紧丝),使切割效果很难提升!恒涨力结构取代了师傅频繁手动紧丝的需要,大大降低了对操机师傅的要求,保证 了切割效果!所有导轮均采用宝石导轮,从而延长使用寿命! |
| 8、 |  | 直线滑轨式运丝换向感应块,使师傅调节换向位置更加轻松方便!减少因换向块难调节,产生换向部位的电极丝浪费现象! |
| 9、 | 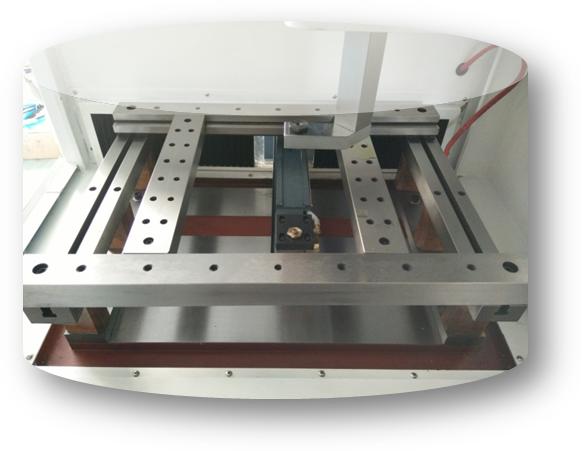 | DK-T系列中走丝仿造慢走丝的工作台面让师傅放置材料随心所欲!且材质选用 淬火球墨铸铁,不变形、不开裂! |
| 10、 |  | 自动注油系统:分时、分段注油保护机床运动部件,从而延长机床的使用寿命! |
| 11、 |  | 双水泵中间隔离水箱,一泵负责加工出水,一泵负责脏液过滤。 |
二、细节描述
三、主机介绍
1、应用三维和有限元分析软件完成对机床的优化设计。
2、机床采用灰口铸铁HT250两次回火,并经退火及先进的振动时效处理。
3、采用“品”型结构设计与周密肋骨支撑床身,保证机床具有极高刚性。
4、X、Y轴采用进口:台湾上银直线导轨、台湾上银高精密滚珠丝杆、精密丝杆专用轴承。
5、X、Y轴采用:日本松下交流伺服电机,U、V细分电机。
6、采用电动集中润滑,减少运动部件磨损。
四、立式电控柜介绍
CNC控制系统、机床电器、高频电源三大部件采用模块化设计,集成在同一个电控柜内,结构紧凑,维修方便。
控制系统实现一键加工,分时、分段加工,显示加工轨迹,短路自动回退,断丝及加 工结束自动关机等功能。
借鉴慢走丝线切割机床加工工艺开发的多次切割(修刀)方式,并在后台建立完善的数据库(切割参数等),大大降低了对操作者水平的要求。
1、CNC系统的配置组成及技术性能
(1)、CNC的硬件组成
a、工业级计算机(P4双核1.8G)
b、2G内存
c、32G电子硬盘
d、17”液晶显示器
e、USB、NIC、RS232接口
(2)、CNC的软件组成及操作平台
a、CNC软件由AutoCAD自动编程、AutoCUT控制系统功能模块组成
b、操作平台为WIN XP
(3)、CNC系统的技术性能
a、四轴联动
b、斜度加工(异形加工)
(4)、CNC系统运行环境
a、温度: 5~60℃
b、相对湿度: 40%~90%
2、编控一体软件AutoCUT基本功能
a、坐标系:绝对式、增量式
b、图形坐标变换、缩放、旋转功能
c、图形跟踪显示功能
d、直线、圆弧插补功能
e、斜度及上下异形加工功能
f、短路回退、断丝回原点功能
g、停电记忆、加工结束自动停机功能
h、自动靠边、找中功能
i、自动加过渡圆功能
j、反向加工功能
k、菜单技术、自动编程
3、机床电器
采用变频器控制,丝速无级可调,并可自动诊断运丝系统故障。运丝换向采用接近开关无接触换向,换向平稳。
4、高频电源
高频电源增加了阶梯波,脉冲波形形态更精确,加工效率更高。
数控系统
AutoCut线切割编控系统(以下简称AutoCut系统)是基于 Windows XP平台的线切割编控系统,AutoCut系统由运行在windows下的系统软件(CAD软件和控制软件)、基于PCI总线的4轴运动控制卡和高可靠、节能步进电机驱动主板(无风扇)、0.5微秒高频主振板、取样板组成。用户用CAD软件根据加工图纸绘制加工图形,对CAD图形进行线切割工艺处理,生成线切割加工的二维或三维数据,并进行零件加工;在加工过程中,本系统能够智能控制加工速度和加工参数,完成对不同加工要求的加工控制。这种以图形方式进行加工的方法,是线切割领域内的CAD和CAM系统的有机结合。
系统具有切割速度自适应控制、切割进程实时显示、加工预览等方便的操作功能。同时,对于各种故障(断电、死机等等)提供了完善的保护,防止工件报废。
AutoCut线切割控制软件,界面友好,使用极为简单,一般工人10分钟到2小时内,即可学会使用。使用者不需要接触复杂的加工代码,只需在CAD软件中绘制加工图形,生成相应加工轨迹,就可以开始加工零件。主界面如下图所示:

线切割机床附件及其它物品表
序号 | 名称 | 单位 | 数量 | 备注 |
1 | 底脚 | 只 | 4 | JG-DJ |
2 | 电源线 | 根 | 1 | JG-DYX |
3 | 水管 | 套 | 1 | JG-SG |
4 | 工作压板 | 套 | 1 | JG-YB |
5 | 手柄 | 把 | 1 | JG-SB |
6 | 钼丝2000M | 盘 | 1 | φ0.18mm |
7 | 钩针 | 件 | 1 | JG-GZ |
8 | 紧丝轮 | 件 | 1 | JG-JSL |
9 | 钼丝校正仪 | 件 | 1 | JG-JZY |
10 | 导轮拆卸器 | 付 | 1 | JG-ZCQ |
11 | 钥匙 | 套 | 1 | JG-YS |
13 | 强力磁铁 | 块 | 2 | JG-CT |
13 | 卡子 | 只 | 1 | JG-KG |
14 | 导轮 | 只 | 2 | φ40mm |
15 | 保险丝 | 套 | 1 | JG-BXS-3 |
16 | 工具箱 | 只 | 1 | JG-GJX |
17 | 内六角扳手 | 套 | 1 |
|
18 | 螺刀 | 套 | 1 |
|
19 | 活动扳手 | 把 | 1 |
|
20 | 尖嘴钳 | 把 | 1 |
|
21 | 剪刀 | 把 | 1 |
|
22 | 线切割乳化液 | 桶 | 1 | JG-2 |
23 | 使用说明书 | 份 | 1 |
|
24 | 线切割编控一体说明书 | 份 | 1 |
|
25 | 合格说明书 | 份 | 1 |
|
26 | 装箱单 | 份 | 1 |
六、安装、调试、验收、培训
1 安装及调试
1.1 设备到货3日内,供方安装人员到达现场。设备安装过程中,需方应派人员配合工作,供方技术人员在现场给予需方正确的技术指导和全面培训,包括详细解释供方的技术资料、图纸、操作手册及设备的技术性能等。
1.2 供方在设备到货7日前提供安装材料清单给需方。
1.3 需方依据供方技术人员要求协助供方安装调试工作。
1.4 安装及调试时间:安装调试时间为3天。
2 验收
2.1 设备安装调试合格,签署初验收文件;负荷运行24个小时合格后,双方签署合同设备的终验收文件。
2.2 需方需指定专人负责设备交接、保管、试车等工作。
3 培训
3.1 供方免费进行技术培训,使需方人员能掌握有关系统设备的使用、维护和管理,
达到独立进行操作、日常测试维护等工作目的。验收完毕后供方对需方人员进行培训,内容包括:基本理论、实际操作及使用、设备维护、安全要点以及其他相关内容。
七、质量保证与技术服务
1 供方对设备的质量保证期为终验收合格之日起12个月。
2 在质量保证期内,供方免费提供技术服务及更换损坏器件。
3 供方承诺,质量保证期满后,继续为需方提供技术服务,费用由需方承担。
4 供方承诺,质量保证期满后,以优惠的价格向需方提供零部件、备品备件,优惠幅度不低于市场均价的 10 %。
5 供方承诺:在收到需方正式书面通知或电话通知后,2小时内响应,视具体情况到现场进行服务;或经双方协商,以特快专递方式寄送所需更换的部件。

